
Технологический процесс изготовления теплообменника с плавающей головкой из обычной углеродистой стали
2025-12-23

I. Общий производственный процесс
1. Приемка материалов и повторный контроль
2. Маркировка и резка (корпус, днища, трубные доски, крышки плавающих головок и т. д.)
3. Прокатка, сварка и закругление корпуса
4. Прессование и формовка днища
5. Механическая обработка трубной доски (сверление, снятие фаски)
6. Механическая обработка и сборка конструкции торца плавающей головки
7. Предварительная сборка трубного пучка (перегородки, опорные пластины, стяжные тяги, распорные трубки, теплообменные трубки)
8. Расширительный стык/сварка трубного пучка и трубной доски
9. Сборка корпуса, трубной коробки, крышки плавающей головки и т. д.
10. Сварка и термообработка после сварки (SR)
11. Неразрушающий контроль (RT/UT/MT/PT)
12. Испытание давлением (отдельно испытания давлением со стороны корпуса и со стороны труб)
13. Окончательный контроль внешнего вида и качества Размеры, травление/покраска и маркировка
14. Приемка готовой продукции и составление заводской документации
II. Материалы и этап резки
1. Приемка материалов
- Основные несущие компоненты:
- Корпуса, днища: Q235B, Q345R и т. д., требуется сертификат материала; проверьте номер печи и номер партии.
- Трубная доска: Обычно Q345R или кованые трубы 20#; механические свойства и твердость необходимо перепроверить.
- Трубы теплообменника: бесшовные стальные трубы 20#, GB/T 8163/8162, шариковый проход по одной трубе за раз, вихретоковый/ультразвуковой контроль при необходимости.
- Пункты перепроверки: химический состав, механические свойства; для толстых пластин также требуются свойства по оси Z (если это требуется по проекту).
2. Маркировка и резка
- Маркировка в соответствии с развернутым чертежом и технологической картой, с учетом припуска на механическую обработку и усадки при сварке.
- Методы резки: газовая резка, плазменная резка, резка на станках с ЧПУ и т. д.; Зачистка и снятие фаски после резки.
- Контроль ключевых размеров:
- Периметр цилиндра, разница диагоналей
- Размеры головки в развернутом виде
- Наружный диаметр и толщина трубной доски
III. Изготовление корпуса и днища
1. Изготовление корпуса
1) Прокатка
- Холодная или горячая прокатка. После прокатки отклонение продольного шва должно составлять ≤ 10% от толщины стенки и ≤ 1,5 мм.
- Овальность и округлость должны контролироваться в соответствии с GB/T 151.
2) Сварка продольного шва
- Метод сварки: основной метод – дуговая сварка под флюсом (SAW), но также может использоваться ручная дуговая сварка (SMAW).
- Сварочные материалы: E7018, H08MnA и др., выбираются в соответствии с квалификацией процесса.
- Внутренняя и внешняя сварка: как правило, сначала выполняется внутренняя сварка, затем внешняя. При необходимости необходима очистка корня шва.
3) Скругление и выпрямление
- Скругление выполняется после прокатки и сварки для обеспечения соответствия отклонения внутреннего диаметра и прямолинейности требованиям. 2. Изготовление головки
- Прессование: холодное или горячее прессование. Температура и степень прессования контролируются в соответствии с технологической картой прессования. - Послеформовочный контроль:
- Кривизна, уменьшение толщины
- Внутренний диаметр, высота прямой кромки
- Отсутствие поверхностных трещин или сильных вмятин.
IV. Обработка трубной доски и конструкция торца с плавающей головкой
1. Обработка трубной доски
1) Черновая обработка
- Токарная обработка наружного диаметра и торцевой поверхности с учетом припуска на чистовую обработку.
- Создание установочного упора для облегчения последующей сборки.
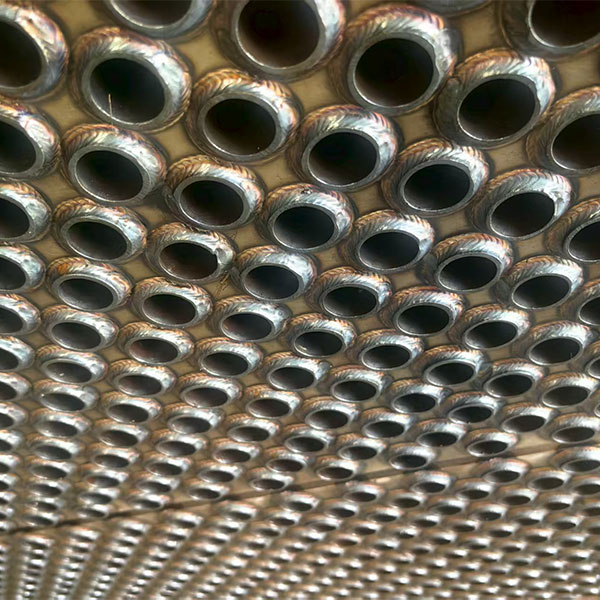
2) Сверление
- Сверление отверстий на станке с ЧПУ в соответствии с чертежом расположения труб, со строгим контролем межосевого расстояния и допусков по диаметру отверстий.
- Шероховатость стенок отверстий обычно составляет Ra ≤ 3,2 мкм для обеспечения качества компенсационного соединения.
- Контроль: Использование шаблона или координатно-измерительной машины для проверки точности положения отверстий.
3) Снятие фаски и обработка уплотнительной поверхности
- Обработка фаски на концах соединения между трубной доской и цилиндром/торцевой головкой.
- При наличии фланцевого соединения обработка уплотнительной поверхности (RF, FF и т. д.).
2. Крышка плавающей головки и фланец плавающей головки
- Крышка плавающей головки в основном изготавливается методом ковки или механической обработки из толстой пластины, с проточенной на внутренней поверхности уплотнительной канавкой для установки прокладки.
- Соединение между фланцем плавающей головки и крышкой плавающей головки/трубной решеткой требует контроля плоскостности и перпендикулярности.
V. Процесс изготовления трубного пучка
1. Обработка перегородок и опорных пластин
- Вырубка → Пробивка → Удаление заусенцев.
- Расположение отверстий точно соответствует отверстиям в трубной доске. Диаметр отверстия немного больше внешнего диаметра труб теплообменника. Зазор соответствует стандарту GB/T 151.
- Положение и размер дугообразного выреза в перегородке обрабатываются в соответствии с проектными требованиями.
2. Сборка стяжных стержней и распорных трубок
- Стяжные стержни вставляются в перегородки и опорные пластины. Распорные трубки используются для регулирования расстояния между пластинами.
- Оба конца затягиваются гайками для обеспечения точного позиционирования перегородок и общей жесткости.
3. Установка труб теплообменника
- Установите раму трубного пучка (стяжные стержни + перегородки + опорные пластины) на специальную инструментальную раму.
- Установка труб осуществляется вручную или механически. Примечание:
- Трубы нельзя сильно тянуть, чтобы избежать царапин или деформации.
- Длина выступающего за пределы трубной доски конца трубы определяется технологическим процессом (обычно 2–4 мм).
VI. Процесс соединения трубной доски и теплообменника
Два распространенных метода — это компенсация и сварка, или их комбинация.
1. Компенсация (механическая или гидравлическая)
- Применимо к: применению при относительно низком давлении и слабых средах.
- Ключевые моменты процесса:
- Перед расширением необходимо провести пробное расширение для определения степени расширения, обычно 1–3%.
- Контроль после расширения:
- Отсутствие явных трещин или выпуклостей на концах труб.
- Хорошее прилегание стенки отверстия трубной доски к трубе (толщину стенки можно проверить после расширения).
2. Сварка (угловой шов трубной доски и теплообменника)
- Метод сварки: корневой шов TIG (GTAW), при необходимости — защитный шов SMAW.
- Сварочные материалы: Как правило, выбираются сварочные проволоки/электроды из углеродистой стали, соответствующие трубам теплообменника, например, E6013 или ER70S-6.
- Контроль процесса:
- Умеренный ток для предотвращения прожогов и подрезов.
- Равномерное формирование сварного шва и хорошее проплавление корня.
3. Комбинированная сварка с расширением (рекомендуется для сосудов под давлением)
- Расширение перед сваркой:
- Расширение перед сваркой обеспечивает герметичность и вибростойкость;
- Последующая сварка улучшает прочность и герметичность.
- Или сначала сварка, затем расширение: в зависимости от результатов квалификации процесса.
VII. Процесс окончательной сборки
1. Сборка кожуха и трубной доски
- Приварите трубную доску с неподвижными концами к кожуху, контролируя соосность и перпендикулярность торцевой поверхности.
- Сварка: круговая сварка, внутренняя и внешняя сварка, при необходимости очистка корневого шва.
- Послесварочный контроль: несоосность, избыточная высота, внешний вид.
2. Сборка плавающей головки
- Последовательно соберите трубную доску плавающей головки, фланец плавающей головки и крышку плавающей головки.
- Установите внутренние и наружные кольцевые прокладки и отрегулируйте предварительную затяжку болтов.
- Убедитесь, что плавающая головка имеет достаточный осевой зазор внутри кожуха для компенсации теплового расширения.
3. Сборка трубной коробки
- Соедините трубную коробку с трубной доской с неподвижными концами (сварной или фланцевой).
- Установите перегородки со стороны труб для образования одно/двух/многоходовых каналов потока.
- Проверьте положение перегородок и соответствие уплотнительной поверхности.
VIII. Сварка и термообработка после сварки
1. Процесс сварки
- Все сварные швы под давлением должны выполняться в соответствии с WPS/PQR.
- Распространенные методы сварки:
- Продольные сварные швы, кольцевые сварные швы: SAW / SMAW
- Сопла, фланцы: SMAW / GMAW
- Трубная решетка – трубки теплообменников: GTAW / SMAW
- Контрольные параметры: температура предварительного нагрева, температура между проходами, линейная энергия, последующий нагрев и т. д.
2. Термообработка после сварки (SR)
- Применимые ситуации:
- Толщина оболочки и головки превышает стандартные спецификации (например, Q345R ≥ 30 мм и т. д.).
- Проектная документация явно требует проведения термообработки после сварки.
- Параметры процесса:
- Температура: обычно 600–650 ℃
- Контроль скорости нагрева и охлаждения; Время выдержки рассчитывается исходя из толщины (например, 1 час на каждые 10 мм).
- Твердость следует измерять после термообработки, чтобы избежать превышения пределов твердости.
IX. Неразрушающий контроль (НК)
Выбор метода контроля: рентгенография/ультразвуковой контроль/магнитоэлектрический контроль/кондуктометрический контроль в соответствии с проектными и стандартными требованиями:
- Рентгенография/ультразвуковой контроль: используется для стыковых сварных швов (продольные сварные швы, кольцевые сварные швы, сварные швы стыков трубных досок и т. д.).
- Магнитоэлектрический контроль/кондуктометрический контроль: используется для угловых сварных швов и подозрительных участков поверхности для проверки на наличие трещин, пористости, шлаковых включений и т. д.
- Доля:
- Как правило, ≥ 20% для сварных швов класса А и В; 100% для важного оборудования (в соответствии с проектом/специкалью).
- Испытание давлением может быть выполнено только после успешного прохождения НК.
X. Испытание давлением и проверка на герметичность
1. Гидростатические испытания
- Среда: чистая вода, при необходимости с добавлением ингибитора коррозии.
- Испытательное давление:
- Обычно в 1,25–1,5 раза выше расчетного давления.